| Tweet |
|
Voir aussi : Les procédés de soudage, Le coordinateur soudage, Le QMOS, Exemple de DMOS, les bases du soudage, le cahier de soudage.
Soudage par faisceau d'électron, CODE ISO : 76
ÉLECTRON BEAM WELDING
|
Type d'opération |
Automatique |
|
Équipement |
Générateur à haut voltage - canon à électron - Chambre à vide, pompe à vide, dispositif de positionnement du joint ou du canon |
|
Coût de l'équipement |
Très variable, 150 000 € et plus |
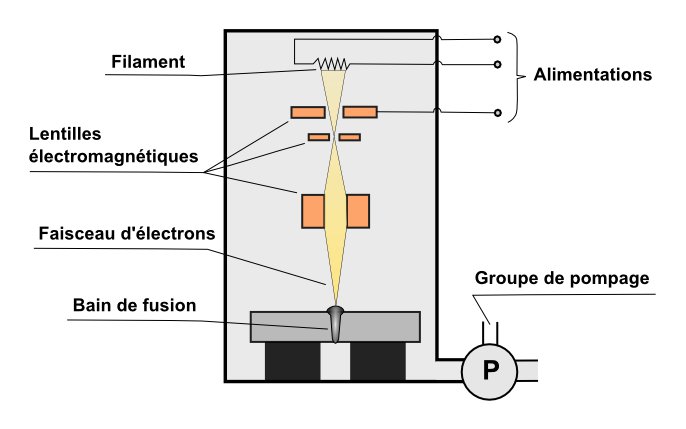
1. Principe du procédé :
Ce procédé met en œuvre l’énergie d’un faisceau d’électrons accéléré. La fusion du métal est obtenue par le transfert de l’énergie cinétique en chaleur lorsque les électrons impactent les pièces.
Généralement, les pièces à souder et le canon à électrons sont placés dans la même enceinte où règne un vide de 10-6 Torr.
Le procédé nécessite une automatisation complète du fait que tout est dans une chambre à vide, le soudage par faisceau d'électrons permet l'assemblage de tôles d'acier de quelques 1/10 à 300 millimètres d'épaisseur, en une seule passe. La puissance du faisceau provoque la fusion presque instantanément sur toute l'épaisseur.
Ce procédé est le plus pénétrant des procédés de soudure, avec une géométrie fine et bords presque parallèle. La pénétration du faisceau permet de réaliser des soudures étroites, la préparation des bords doit être réalisée par usinage de précision.
La rapidité d'exécution et le faible apport d’énergie limite considérablement les zones thermiquement affectée.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
10 à 500 mA |
|
Voltage |
de 10 à 150 kV |
|
Puissance |
3 à 500 kW |
|
Gamme d'épaisseur |
0,2 à 200 mm |
|
Types de joint |
bout à bout sans jeux |
|
Positions de soudage |
limitée par le type d'équipement |
|
Mise en œuvre |
aisée mais les éléments à assembler doivent être introduits et évacués dans la chambre à vide |
|
Portabilité |
Poste fixe |
3. Consommables :
Du fil d'apport peut être ajouté si nécessaire
Matériaux de base concernés :
Tout matériau qui accepte d'être fondu sous vide
4. Matériaux de base :
Aciers alliés et aciers inox, Titane, Cuivre, alliages d’aluminium, Inconel, ...
Liaisons hétérogènes remarquables telles que cuivre + acier inoxydable
5. Applications
Automobile : Boîte de vitesse, embrayage, ailettes de turbine sur moyeux
Aéronautique : Flotteurs, corps de vanne, filtres, arbres, girouettes, pièces de structure, supports moteurs, accumulateurs de pression, pièces moteur.
Spatial : Filtres, vérins, cadres miroirs, allumeurs, piquages, tuyauteries, pièces de satellites, blindages.
Médical : Prothèses osseuses, instrumentation chirurgicale, lunetterie.
Nucléaire, off-shore, …
Tout composant mécanique exigeant des déformations très faibles ou en matériaux difficiles à souder.
6. Avantages :
Excellent pouvoir pénétrant, peu de déformation, faible retrait mécanique.
Qualité exceptionnelle, pas de contamination du bain en fusion par l’oxydation et inclusion.
Les fissurations transversales ou longitudinales qui apparaissent lors du soudage classique d’aciers à hautes caractéristiques sont très souvent évitées.
Le métal du cordon a subi une véritable purification par désoxydation et élimination des gaz.
Grande vitesse de soudage, jusqu’à 15 m/mn - soudage des métaux difficiles à assembler. Procédé " machine " : Fiabilité et répétabilité parfaite des soudures d'une pièce à l'autre sans intervention de l'opérateur.
7. Inconvénient :
Coût élevé de l'équipement
Dispositif à vide nécessaire
Extrême précision de la préparation des bords à assembler.
8. Hygiène et sécurité :
Émissions de rayons X, mais ils sont normalement absorbés par les parois de la chambre à vide.
Haut voltage.
Dispositifs de sécurité contre les enfermements de l'opérateur pour les grandes chambres.