Le soudage
- Détails
- Écrit par : Did
- Catégorie : Le soudage
- Affichages : 611
| Partagez |
1/ Objectif:
La qualification d’un mode opératoire de soudage à pour but de garantir l’exécution d’un cordon de soudure en relation avec une norme de référence. La norme de référence peut – être Américain, Européen, Française, … par exemple, Danfoss qualifie ces modes opératoires avec la norme européenne ISO EN 15614-1 pour les procédés MAG, MIG, brasage fort, soudure arc tiré.
Pour le soudage par résistance, les entreprises peuvent créer leur propre référentiel de qualification, c'est une qualification par experimentation.
2/ Domain d’application:
Les procédés de soudures font parties des procédés spéciaux, c'est-à-dire qu’il n’est pas possible de vérifier la qualité du résultat du processus, sans faire un ou plusieurs contrôles destructifs.
3/ Processus de qualification d’un mode opératoire de soudage :
Télécharger (.xls) : {docs}processus-de-qualification-dune-soudure-desp{/docs}
{edocs}/rubberdoc/f6d8c9df96bc9b5abd2e99305335c249.pdf,700,550{/edocs}
Télécharger (.xls) : {docs}processus-de-qualification-dune-soudure-desp {/docs}
- Détails
- Écrit par : Did
- Catégorie : Le soudage
- Affichages : 1555
| Tweet |
|
Voir aussi : Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage.
Le cahier de soudage :
Le cahier de soudage est le dossier complet d'une affaire, on retrouve tous les documents contractuels entre le fabriquant et le client.
1. Revue des exigences clients
2. Revue technique
3. Valider les encombrements : accessibilité pour les séquences d'assemblages et contrôles
3.1. Formaliser les contrôles par prélèvement des lots de produits consommables, définir le stockage et le traitement des électrodes pour garantir la teneur en hydrogène, définir les supports envers. 3.2. Définition des dimensions et des phases de la préparation des joints et les cordons finals. 3.3. Coordonner et vérifier la sous-traitance d'opérations.4. Gérer le matériel de protection du personnel et autre matériel de sécurité associé au processus de fabrication.
5. Planification de la fabrication (ordonnancement-lancement)
6. Qualification des modes opératoires de soudage
6.1. Étude des qualifications suivant les normes de référence et domaine de validité. 6.2. Définir les descriptifs de modes opératoires de soudage 6.3. Définir les domaines de validité.7. Fiche d'instructions opératoire
7.1. Réaliser et mettre en place les instructions opératoire de travail.8. Produits consommables de soudage
9. Matériaux de base
10. Examens, contrôles et essais avant soudage
11. Examens, contrôles et essais pendant soudage
12. Examens, contrôles et essais après soudage
13. Non-conformités et actions correctives
13.1. Mettre en place les mesures et actions nécessaires : réparations, réévaluation après réparations.14. Étalonnage du matériel de mesure, de contrôle, d'examen et d'essai
15. Identification et traçabilité
- Détails
- Écrit par : Did
- Catégorie : Le soudage
- Affichages : 1324
| Tweet |
|
Voir aussi : Le cahier soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage.
Quel est le rôle d'un coordinateur en soudage ?
La coordination soudage, extrait suivant la norme NF EN 719 :
- Détails
- Écrit par : Did
- Catégorie : Le soudage
- Affichages : 1141
| Tweet |
|
Voir aussi : Le coordinateur soudage, Le QMOS, Les procédés de soudage, les bases du soudage, le cahier de soudage.
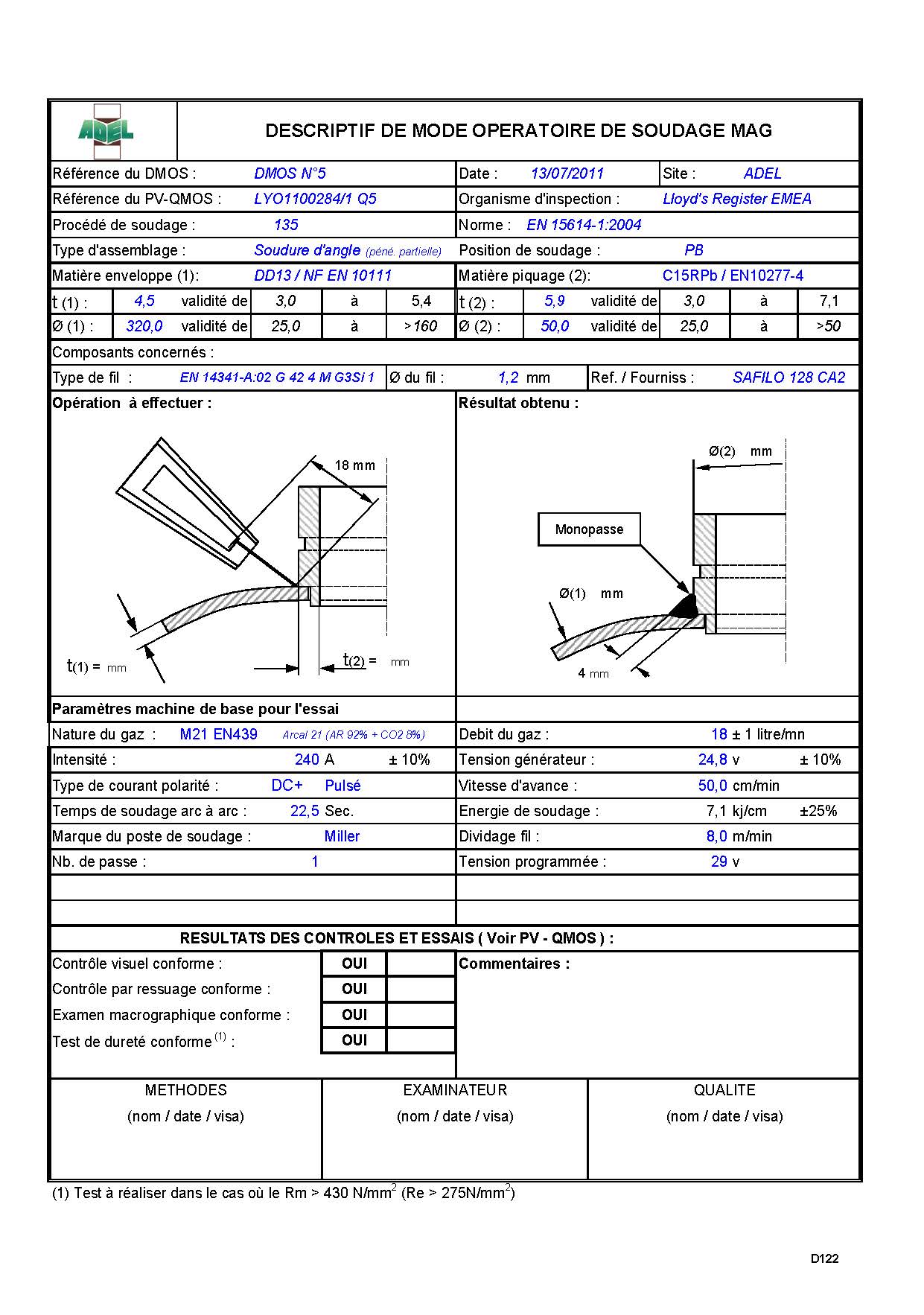
Télécharger l'exemple : {docs}exemple-dmos{/docs}
- Détails
- Écrit par : Did
- Catégorie : Le soudage
- Affichages : 2686
| Tweet |
|
Voir aussi : Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les procédés de soudage, les bases du soudage, le cahier de soudage.
| 1. Généralité |
|
| 1.1. Principe du procédé | page 2 |
| 1.2. Procédés de soudage par résistance |
page 4 |
| 2. Soudage par point | |
| 2.1. Principe |
page 5 |
| 2.2. Machine | page 6 |
| 3. Soudage par bossage | |
| 3.1. Principe |
page 7 |
| 3.2. Machine | page 8 |
| 4. Soudage à la molette |
|
| 4.1. Principe | page 9 |
| 5. Caractéristiques du soudage par résistance |
|
| 5.1. Cycle de soudage | page 10 |
| 5.2. Les paramètres essentiels | page 13 |
| 5.3. Contrôles du soudage | page 15 |
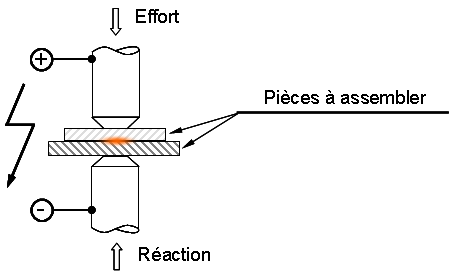
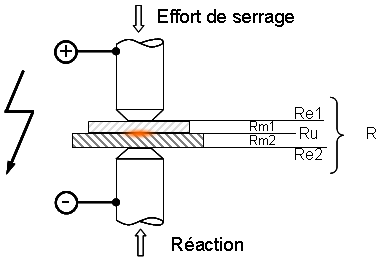
1.1. Principe du procédé