| Tweet |
|
Voir aussi : Les procédés de soudage, Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les bases du soudage, Le cahier de soudage.
Soudage à l'arc électrique sous flux en poudre CODE ISO : 121
SUBMERGED ARC WELDING (SAW)
|
Type d'opération |
Automatique ou semi automatique |
|
Équipement |
Source de courant CA ou CC Boîte de contrôle, dévidoir de fil, alimentation en flux. Câbles et dispositif de mécanisation. |
|
Coût de l'équipement |
Pour le soudage seulement de 4 600 à 12 000 euros, sans mécanisation. |
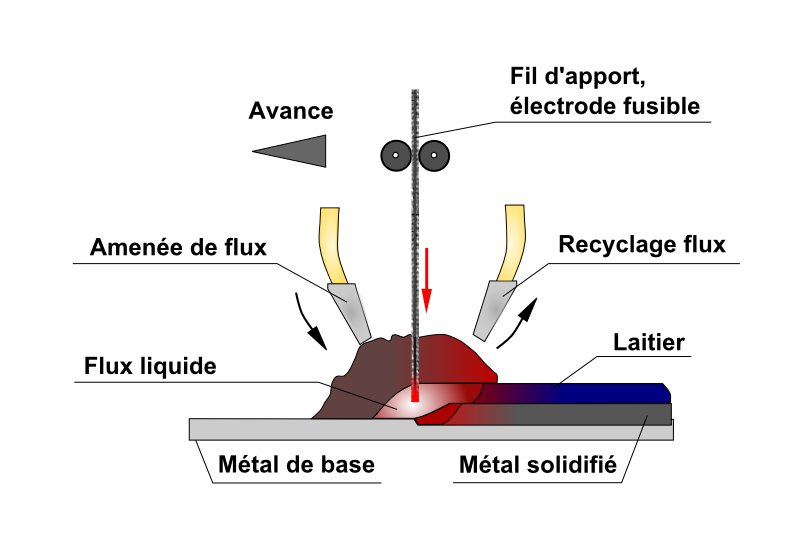
1. Principe du procédé
L'arc submergé est une technique de soudage à l'arc électrique avec électrode fusible sous flux électro-conducteur en poudre. L’arc est entretenu dans le laitier liquide provoquant de la fusion partielle du flux, celui-ci forme une couche de protection lors du refroidissement.
Le flux forme un laitier qui apporte notamment du manganèse et du silicium. Certains flux, agglomérés entre autres, enrichissent le cordon en éléments d'alliage: chrome, nickel.
Généralement, la vitesse de dévidage est asservie à la vitesse de fusion du fil électrode par l’intermédiaire de la caractéristique externe plongeante du générateur de soudage. Autrement, le fil plein, fil fourré ou le feuillard, est dévidé à vitesse constante, comme en MIG/MAG. Une version du procédé est utilisée avec un dispositif à fils multiples, à très haut rendement.
Le flux non fondu est aspiré et peut être réutilisé via un tamisage, il doit être étuvé afin de donner un métal avec une faible quantité d’hydrogène dans le métal fondu.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
240 à 2000 Ampères |
|
Gamme de tension |
26 à 48 volts |
|
Taux de dépôt |
7 à 30 kg/h |
|
Gamme d'épaisseur |
De 3 mm mini à toutes épaisseurs |
|
Types de joint |
bout à bout et angle |
|
Positions de soudage |
à plat ou en corniche avec dispositif de soutien de flux |
|
Mise en œuvre |
Nécessite des opérateurs compétents |
|
Portabilité |
Généralement fixe en atelier |
3. Consommables :
Fil électrode de 1,6 à 6 mm de diamètre en bobines de 12,5 à 100 kg
Flux adapté : le couple fil, flux est défini pour les matériaux à souder.
4. Matériaux de base :
Aciers ou carbone, ou Nickel et aciers alliés inoxydables. Quelques alliages spéciaux pour les rechargements.
5. Applications :
Chaudronnerie lourde, appareils à pression de haute qualité ; réalisation de stockage, sphères, colonnes, bateaux et mécano soudures nécessitant une forte productivité, charpente métallique, Off-shore, rechargement cylindres de laminoirs, rechargement galets de tracteurs
6. Avantages :
Important taux de dépôt, très bon état de surface, arc protégé de l’oxydation, bonne compacité. Fiabilité de mécanisations utilisées pour l’automatisation.
7. Inconvénients :
Le joint à souder doit être d’une grande précision, le procédé n’est généralement pas utilisé pour les passes de pénétration, à moins de mettre en œuvre une latte-support, l’apport d’énergie mis en œuvre ne convient pas toujours pour soudure en mono passe.
8. Hygiène et sécurité :
Pas de rayonnement dangereux grâce à un arc non visible, pratiquement pas de fumée.
Prévoir l’aspiration des poussières du flux.