| Tweet |
|
Voir aussi : Les procédés de soudage, Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les bases du soudage, Le cahier de soudage.
Soudage à l'arc sous gaz inerte avec électrode de tungstène CODE ISO: 141
TUNGSTEN INERT GAS (TIG)
|
Type d'opération |
Manuel ou mécanisé |
|
Équipement |
Générateur spécifique en CA ou CC, torche de soudage. Alimentation en gaz : manodétenteur, débit-litre. Équipement de mécanisation : dévidoir de fil, vireur. |
|
Coût de l'équipement |
De 2 000 à 9000 €, sans mécanisation, et options. |
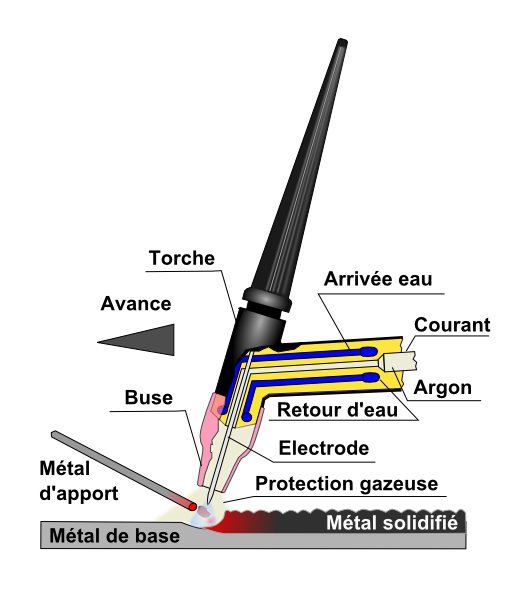
1. Principe du procédé
Un arc est crée par un courant électrique entre l’électrode de tungstène et la pièce à souder dans une atmosphère protectrice inerte ; le gaz employé le plus souvent est soit de l’Argon, soit avec un mélange d’Argon et d’Hélium.
La caractéristique très plongeante permet une grande variation de longueur d'arc pour de faibles variations d'intensité.
Les générateurs utilisés sont des générateurs dont la courbe tension-intensité est de type plongeante, cela signifies que pour une variation de tension, donc variation de la hauteur d’arc, l'intensité va peu varier.
Des générateurs exploitent les courants pulsés pour améliorer :
· La réduction d’apport en énergie
· Le meilleur taux profondeur-largeur dans le cas d'épaisseurs importantes
· La stabilité de l’arc
· L’uniformité de la racine
· La soudabilité en position critique
· La déformation de la pièce à souder
Des séquenceurs sont également disponibles afin gérer les phases de pré-chauffage, post-chauffage, monté et descente de courant ; avec la possibilité de générer des paramètres de soudage programmés.
Le procédé se caractérise par un apport en énergie modérés
L'absence de laitier et la nature inerte du gaz oblige à protéger l'envers des soudures pendant l'exécution des premières passes.
2. Caractéristiques du procédé :
|
Gamme d'intensité |
4 à 400 A |
|
Gamme de tension |
5 à 30 v |
|
Taux de dépôt |
0,2 à 0.6 kg/h avec métal d’apport manuel |
|
Gamme d'épaisseur |
0,1 mm à 6,0 mm en manuel |
|
Types de joint |
tout type |
|
Positions de soudage |
toutes positions |
|
Mise en œuvre |
Simple |
|
Portabilité |
Variable suivant générateur |
3. Consommables :
Fils électrodes conditionnés en baguettes ou bobines de 0,6 à 4,0 mm de diamètre.
Gaz en bouteille de 1, 4, 7, 10 m3, des mélanges spéciaux sont disponibles suivant les matériaux à souder.
4. Matériaux de base :
La majorité des métaux peuvent être soudés par ce procédé : base fer, nickel, alu, cuivre, inox, titane.
5. Applications :
Les applications vont du nucléaire, aéronautique, aérospatiale, aux travaux de tuyauterie, la réalisation de produits alimentaires, la chaudronnerie d'acier inoxydable, la carrosserie, les pièces en alliages légers.
6. Avantages :
Utilisable pour tous matériaux soudables,
Très haute qualité de compacité et d'aspect,
Très utilisé en première passe de pénétration,
Large gamme d'épaisseurs à souder,
Simple d'emploi,
Peu de fumées,
Soudage dans toutes les positions
Procédé automatisable.
7. Inconvénients :
Demande une protection au vent du poste de travail
Obligation d'opérateurs qualifiés
Plus lent que les procédés MIG-MAG
8. Hygiène et sécurité :
Arc visible chaud de 3 000 °C à 5 000 °C.
Émission d'ultraviolet : implique la protection des opérateurs.
Nocivités des électrodes en tungstène thorié.