| Tweet |
|
Voir aussi : Les procédés de soudage, Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les bases du soudage, Le cahier de soudage.
Soudage au gaz à la flamme CODE ISO : 311 (GW = GAS WELDING)
Type d'opération Manuel
Équipement Oxygène, acétylène (C2, H2,) en bouteille
Régulateur, détenteur, décimètre
Sécurité anti-retour, tuyaux,
Chalumeau
Coût de l'équipement 500 à 1 500 euros
1. Le procédé
Le procédé utilise la chaleur de combustion d'un gaz combustible, généralement acétylène ou propane, mélangé dans certaines proportions à un gaz comburant : l’oxygène.
L'oxygène pur ou contenu dans l'air permet la combustion des solides, liquides et gaz combustibles.
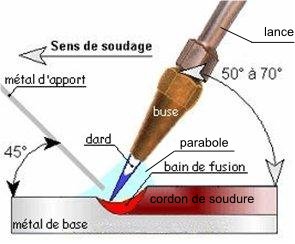
Le mélange oxyacéthylénique présente un grand intérêt du point de vue métallurgique, car la flamme comporte un dard, de forme conique, constitué d’une combustion avec formation d'oxyde de carbone et d'hydrogène. Ce mélange est réducteur. C'est au niveau de l'extrémité du dard que l'on dispose à la fois d'une énergie calorifique élevée à 3 200 °C et d'une atmosphère réductrice dont le rôle est important vis-à-vis de la métallurgie de la zone fondue.
Par le réglage des débits, on modifie aisément la caractéristique chimique de la flamme en la rendant:
1.1. Flamme neutre, dite réductrice, le dard est brillant et bien net. C’est la flamme à utiliser en soudage, en brasage, en chauffage et en coupage. On a égalité des volumes d'acétylène et d'oxygène, ce sont les bons réglages.

1.2. Flamme oxydante excès d’oxygène le dard est plus pointu la flamme siffle, la soudure sera oxydée avec des soufflures, ce sont de mauvais réglages.

1.3. Flamme carburante excès d’acétylène le dard est brillant avec une auréole, la soudure sera plus dure et plus cassante, ce sont de mauvais réglages.

Réglage du manomètre d’oxygène : 1 bar pour la basse pression
Réglage du manomètre d’acétylène : 0,2 à 0,5 bar pour la basse pression
En zone réductrice, le bain de fusion est non seulement protégé de l’oxydation, mais aussi désoxydé, de telle sorte que le soudage des aciers effervescents jusqu'à 0,12 % de carbone se fait sans difficulté.
Au-delà, les risques de rochage deviennent importants, surtout si la teneur en manganèse de l'acier est faible. On corrige cet inconvénient en utilisant comme apport un acier calmé contenant du silicium.
En oxycoupage, l'oxygène permet la combustion de l'acier et l'évacuation des scories lors de la saignée.
2. Paramètres
Consommation de gaz : 0,03 m3/h
Taux de dépôt : 0,2 à 1 dg/h
Gamme d'épaisseur : 0,5 mm mini à 3 mm maxi
Types de joint : tous types
Positions de soudage : toutes positions
Mise en œuvre : aisée
Portabilité : excellente
3. Consommables :
Gaz = oxygène : bouteille de 2, 7, 10 m3
Fil d'apport en baguette de Ø 1,2 à Ø 6 mm x 0,75 (m)
1.4. Matériaux de base concernés :
Tout acier et autres matériaux soudables : bases Cu, bases Ni, pour l'aluminium avec hydrogène comme gaz carburant.
1.5. Applications types (champ opératoire)
Fabrications légères en fines épaisseurs; tôleries réparation mécanique, ventilation, tuyauterie de gaz et d'eau...