| Tweet |
|
Voir aussi : Les procédés de soudage, Le coordinateur soudage, Le QMOS, Exemple de DMOS, Les bases du soudage, Le cahier de soudage.
Soudage sous atmosphère inerte ou active
CODE ISO : 131-135
(GMAW = Gas Metal Arc Welding / Metal Inert - Active Gas = MIG-MAG)
| Type d'opération: |
Manuel - semi automatique ou automatique |
| Équipement : |
générateur, torche de soudage, alimentation de gaz avec manodétenteur et débit litre, moto-dévidoir de fil, câbles, mécanisations et automatisations |
| Coût de l'équipement : |
1 000 à 20 000 €, sans la mécanisation et l’automatisation |
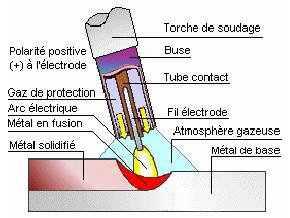
Le procédé MIG ou MAG utilise un fil électrode fusible nu. La protection du bain de fusion est réalisée avec de l'argon pur ou additionnée d'une faible quantité d'autres gaz pour fluidifier l'acier et faciliter son transfert dans l'arc.
Le moto-dévidoir amène le fil dans le tube contact à une vitesse déterminée et constante, à une vitesse de fil donnée correspond une intensité délivrée par le générateur qui maintient le voltage sélectionné par un mode appelé autorégulation de l'arc.
Le procédé propose au moins 3 types de modes de transferts du fil, en fonction des paramètres d'alimentation de l'arc : le transfert par pulvérisation est un spray de métal, le transfert globulaire se présente sous forme de gouttelettes, et le transfert par courts-circuits dépose de grosses gouttes dans le bain de fusion.
Le procédé MAG se distingue par l’ajout du gaz carbonique dont le rôle est de réaliser une atmosphère active, oxydo-réductrice. Le transfert du métal dans ce cas se fait essentiellement par pulvérisation axial.
2. Caractéristiques du procédé
| Gamme d'intensité : |
Gamme étendue, différents type de transfert |
| Gamme de tension : |
Suivant caractéristiques du générateur |
| Taux de dépôt : |
De 0,7 à 6 kg/h |
| Gamme d'é paisseur : | De > 0,5 mm à 30 mm |
| Types de joint : | Tout type |
| Positions de soudage : | Toutes positions suivant le type de transfert et type du fil. |
| Mise en œuvre : | Aisée, maintenance minutieuse |
| Portabilité : |
Variable suivant matériel |
3. Consommables :
Fil électrode plein ou fourré de 0,6 à 2,4 mm en bobine de 0,5 à 12,5 kg, ou bien en fut de 350 kg. La composition du fil est sélectionnée en fonction des matériaux à souder.
Gaine fil, galets, faisceau de torche, diffuseur, tube contact, buse.
Gaz en bouteille de 7 m3 de composition variable. Des réseaux de gaz reliés à des cadres de bouteilles sont installés dans les entreprises spécialisées dans le soudage.
4. Matériaux de base :
Bases acier doux, titane, nickel, Cu, alu et tout matériau soudable.
5. Applications
Toutes applications de chaudronnerie, charpente, ouvrage d’art, automobiles ; également offshore, stockage, tuyauterie, …
Le soudage MAG ou MIG est largement utilisé dans les applications robotiques, car ça flexibilité lui permet une totale automatisation.
6. Avantages :
Peu de projection, pratiquement pas de laitier et un bon taux de dépôt, deux fois le procédé avec électrode enrobée. L’emploi de solution de soudage mécanisée réduit les reprises, ainsi que les travaux de finitions.
7. Inconvénient :
Risque de collage en particulier en procédé fil fin non pulsé en mode court-circuit.
8. Hygiène et sécurité :
L’arc visible émet des radiations à haute température : 3 500 °C à 7 500 °C, cela nécessite des équipements de protection en manuel et une cartérisation pour les systèmes automatiques. Fumée abondante avec le procédé fil fourré, notamment sans gaz.
9. Procédés similaires
fourré sans gaz : CODE ISO 114
fil fourré avec gaz actif : CODE ISO 136
fil fourré avec gaz inerte : CODE ISO 137